
1. Khái quát chung
Ngành hóa chất luyện cốc là một phần quan trọng của ngành thép. Than cốc có thể được sử dụng làm nhiên liệu cho lò luyện kim, đúc, luyện kim loại màu và sản xuất khí nước. Nó có thể được sử dụng để tạo ra khí lò để sản xuất amoniac tổng hợp, và cũng có thể được sử dụng để tạo ra cacbua canxi để thu được Nguyên liệu thô cho ngành tổng hợp hữu cơ.
Hệ thống điều khiển phân tán UW500 là hệ thống điều khiển phân tán thế hệ mới do Hàng Châu Youwen và Trung tâm Nghiên cứu Kỹ thuật Quốc gia về Tự động hóa Công nghiệp của Đại học Chiết Giang cùng phát triển. Đây là một hệ thống điều khiển phân tán thế hệ mới được ra mắt thông qua phân tích và tóm tắt liên tục, phát triển và đổi mới, cải tiến và đánh giá thử nghiệm. Nó có nhiều ưu điểm như độ tin cậy cao, hệ thống mở, chức năng mạnh mẽ và bảo trì đơn giản. Nó có thể cung cấp giám sát hiệu quả và chất lượng cao cho sản xuất tập trung, cải thiện tính ổn định và phối hợp kiểm soát, giảm sản xuất thành phẩm, cải thiện chất lượng sản phẩm và nâng cao khả năng cạnh tranh trên thị trường sản phẩm. .
2. Giới thiệu quy trình
Phần trên cùng của thân lò coke hiện đại là mái lò. Dưới mái lò là buồng đốt và buồng cacbon hóa được bố trí xen kẽ nhau. Phần dưới thân lò có thiết bị tái sinh và khu vực đoạn đường nối giữa thiết bị tái sinh và buồng đốt. Trong quá trình sản xuất than cốc, nguyên liệu than được dỡ từ tháp than xuống xe chở than và đưa đến từng buồng cacbon hóa để nạp. Sau đó, một lượng khí nhất định và một tỷ lệ không khí thích hợp được làm nóng trước trong thiết bị tái sinh và sau đó được đưa đến buồng đốt để đốt hỗn hợp. Trong buồng cacbon hóa, buồng đốt hai bên truyền nhiệt qua vách gạch silic để thực hiện cấp nhiệt một chiều và cacbon hóa. Than trong buồng cacbon hóa tạo ra một lượng lớn khí thải trong quá trình cacbon hóa và khí thải chảy qua ống thu gom khí đến khu vực vận hành thu hồi để lọc và tái sử dụng. Toàn bộ chu trình luyện cốc thường là 18,5h ~ 23h, sau đó cốc được đẩy ra ngoài bằng máy đẩy cốc và quá trình làm nguội khô được thực hiện bằng khí trơ. Trong quá trình sản xuất cốc, chất lượng cốc và hiệu quả tái chế khí thải của lò luyện cốc là những chỉ số kinh tế chính của sản xuất cốc. Các yếu tố ảnh hưởng như nhiệt độ lò luyện cốc, áp suất ống thu khí, làm nguội bằng nước có độ ẩm thấp/làm nguội khô, v.v. là những đối tượng kiểm soát chính trong quá trình sản xuất và là những yếu tố then chốt để đảm bảo quá trình sản xuất cốc diễn ra suôn sẻ.
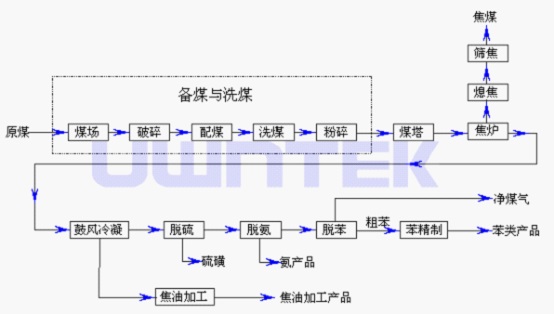
Hình 1 Sơ đồ quy trình luyện cốc
3. Chiến lược kiểm soát
Kế hoạch kiểm soát tổng thể đối với sản xuất luyện cốc chủ yếu được chia thành:
1. Hệ thống điều khiển tuần tự
Nó chủ yếu bao gồm các hệ thống điều khiển trình tự như đảo ngược lò than cốc, chuẩn bị than, sàng lọc than cốc (pha trộn than), làm nguội cốc khô (làm nguội cốc ướt), v.v., để nhận ra các chức năng khởi động và dừng tuần tự, điều khiển trình tự và bảo vệ khóa liên động của thiết bị.
2. Hệ thống khóa liên động
Nó chủ yếu bao gồm hoạt động lồng vào nhau của máy thổi và bộ thu nhựa điện (bộ thu nhựa điện), khóa liên động của ba hoặc bốn xe tải lò than cốc (một số lò luyện cốc có bộ thu bụi) và chuỗi hoạt động của quạt gió\bơm dầu và bộ thu nhựa điện). , vân vân.
3. Khóa xe
Thông qua thiết bị nhận dạng số lò, thiết bị thu thập dữ liệu, thiết bị truyền dữ liệu không dây, v.v. được lắp đặt trên xe đẩy than cốc, xe chặn than cốc và xe làm nguội than cốc, việc nhận dạng vị trí và trạng thái làm việc của từng phương tiện sẽ được tự động thu thập và thông qua xử lý dữ liệu và truyền dữ liệu hai chiều, hoàn thiện việc truyền và trao đổi thông tin giữa các phương tiện, đồng thời thực hiện chức năng quản lý vận hành và khóa liên động của xe đẩy than cốc, xe chặn than cốc và xe dập tắt than cốc.
Khóa liên động của quạt gió
Thiết bị điều khiển chính của hệ thống gas lò luyện cốc là máy thổi. Việc kiểm soát đột biến của máy thổi ly tâm được điều khiển bằng van thủ công tuần hoàn khí nhỏ (thường không được đưa vào hệ thống). Việc hút đường ống dẫn khí chính được thực hiện bằng sự lưu thông khí lớn hoặc điều khiển tốc độ của quạt gió; đối tượng điều khiển chủ yếu là van bướm phía sau dạng ống hình ∏, van bướm phía trước, quạt biến tần hoặc khớp nối thủy lực. Hệ thống điều khiển chủ yếu thực hiện giám sát và ghi lại khóa liên động và khóa liên động của hệ thống quạt.
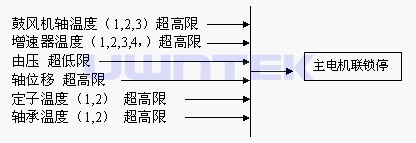
Hình 2 Sơ đồ khóa liên động của quạt gió
4. Khóa liên động bơm dầu
Khi áp suất dầu thấp, chức năng bảo vệ khóa liên động của bơm dầu sẽ tự động được kích hoạt.
5. Hộp bắt điện lồng vào nhau

Hình 3 Sơ đồ khóa liên động hộp thu điện
3. Hệ thống điều khiển tương tự
Nó chủ yếu bao gồm hệ thống kiểm soát áp suất đường ống thu khí, hệ thống gia nhiệt lò than cốc (bao gồm kiểm soát áp suất ống khói phụ, kiểm soát lưu lượng khí chính, v.v.), kiểm soát mức tách khí-lỏng, v.v.
Thu thập kiểm soát áp lực đường ống
Kiểm soát áp suất đường ống thu khí lò than cốc là một trong những chìa khóa để kiểm soát lò than cốc. Việc sử dụng các phương pháp điều khiển tiên tiến để đạt được khả năng kiểm soát ổn định lâu dài đối với áp suất đường ống khí cốc của lò luyện cốc có ý nghĩa rất lớn trong việc cải thiện môi trường, tăng số lượng và chất lượng thu hồi khí cũng như sản lượng và chất lượng của các sản phẩm phụ trợ lò luyện cốc.
Kiểm soát áp suất ống khói riêng biệt
Mục đích của việc kiểm soát áp suất ống khói riêng biệt là đảm bảo lực hút ổn định của ống khói và đạt được hệ số dư không khí hợp lý, từ đó giảm tổn thất nhiệt và nâng cao hiệu suất nhiệt. Tự động điều chỉnh độ mở của nắp ống khói theo sự thay đổi của áp suất ống khói phụ để ổn định áp suất ống khói phụ. Hệ thống điều khiển quá trình đốt cháy sử dụng thể tích khí đốt làm thông số tiếp liệu để điều chỉnh lực hút khói, coi hàm lượng oxy trong khí thải bị ảnh hưởng bởi nhiều yếu tố.
Kiểm soát lưu lượng khí chính
Việc điều khiển hệ thống sưởi ấm áp dụng điều khiển tiếp liệu kết hợp với việc điều chỉnh thuật toán quản lý tự động nhiệt độ lò luyện cốc. Các yếu tố chính ảnh hưởng đến quá trình gia nhiệt lò cốc, chẳng hạn như đặc tính của khí đốt, đặc tính của than trộn và hoạt động của lò cốc, đều được tích hợp vào mô-đun điều khiển dòng chảy. Bộ điều khiển gia nhiệt áp dụng phương pháp phản hồi chuyển tiếp kết hợp, điều chỉnh lưu lượng khí gia nhiệt theo phản hồi nhiệt độ kênh lửa đo được; bộ cấp liệu điều chỉnh công suất hút của ống khói phụ theo sự thay đổi của lưu lượng khí.
Do bộ điều khiển mờ đa chế độ của nhiệt độ kênh lửa chứa các thông số chính ảnh hưởng đến độ ổn định nhiệt của lò luyện cốc, nên chế độ điều khiển dựa trên điều này có thể phản ánh chính xác nhu cầu sưởi ấm của lò luyện cốc và có tính khả thi cao. Hơn nữa, chế độ này còn có thể chủ động phản hồi trạng thái hoạt động của lò luyện cốc, tích hợp điều chỉnh ngọn lửa và quản lý vận hành.
Ngoài ra, trong toàn bộ quá trình sản xuất, đặc biệt là giai đoạn đánh lửa, chúng tôi đã tận dụng tối đa các ưu điểm của việc chia sẻ thông tin DCS, truy vấn dữ liệu lịch sử và chuẩn bị thuật toán điều khiển tùy chỉnh đơn giản để biên dịch các chương trình điều khiển dựa trên các điều kiện quy trình cụ thể tại chỗ. Nó không chỉ cải thiện mức độ kiểm soát mà còn ổn định và nâng cao chất lượng sản phẩm.
4. Kỹ thuật điều khiển
Là đối tượng điều khiển có khả năng ghép nối mạnh, nhiễu mạnh và phi tuyến tính nghiêm trọng, hệ thống áp suất thu khí lò luyện cốc luôn là điểm kiểm soát khó khăn trong sản xuất luyện cốc. Qua nhiều năm tích lũy kinh nghiệm và nghiên cứu kỹ thuật chuyển hướng, Đại học Chiết Giang Youwen đã phát triển một giải pháp kiểm soát áp suất đường ống thu khí lò than cốc độc đáo không chỉ cải thiện hiệu quả độ chính xác điều chỉnh áp suất đường ống thu khí mà còn đảm bảo hệ thống vận hành an toàn và đáng tin cậy.
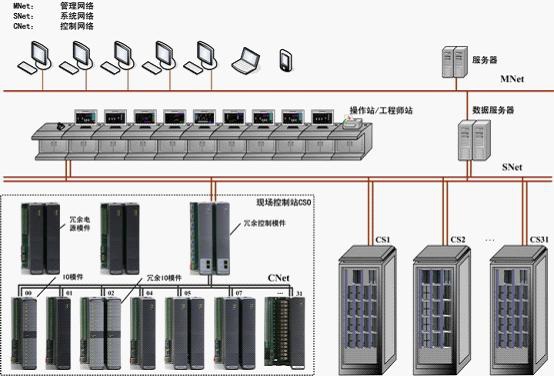
Hình 4 Sơ đồ cấu trúc hệ thống
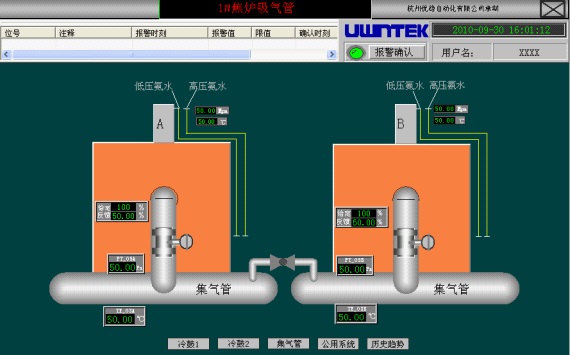
Hình 5 Ống thu khí
5. Tóm tắt
Hệ thống điều khiển phân tán UW500 - thiết kế dự phòng áp dụng dự phòng kép, thời gian chuyển mạch bằng 0, đảm bảo khả năng điều khiển liên tục; hệ thống có cơ chế biểu quyết đầu vào và đầu ra tích hợp, tự kiểm tra và báo cáo lỗi, không cần lập trình người dùng và có thể được triển khai tự động miễn là cấu hình được định cấu hình. Các mô-đun I/O có độ tin cậy cao: cách ly điểm-điểm, phân phối điện năng điểm-điểm và thay thế điểm-điểm trực tuyến. Hệ thống điều khiển phân tán UW500 kết hợp các ưu điểm về độ tin cậy cao, bảo trì dễ dàng, cấu hình linh hoạt và các chức năng mạnh mẽ.
Sau khi sử dụng hệ thống điều khiển phân tán UW500 trong sản xuất cốc, cường độ làm việc của công nhân có thể được cải thiện đáng kể và có thể đạt được mức độ tự động hóa sản xuất. Khả năng điều khiển phân tán mạnh mẽ của DCS được sử dụng để điều phối hoạt động của các thiết bị tại chỗ. Sản lượng và chất lượng đã được cải thiện đáng kể. Khả năng điều khiển khóa liên động độc đáo của DCS cũng đã cải thiện tính an toàn của quá trình sản xuất cốc. Tính ổn định của hệ thống điều khiển phân tán UW500 cũng giúp quá trình sản xuất trở nên an toàn và đáng tin cậy.










